


Tất cả sản phẩm
Người liên hệ :
amy
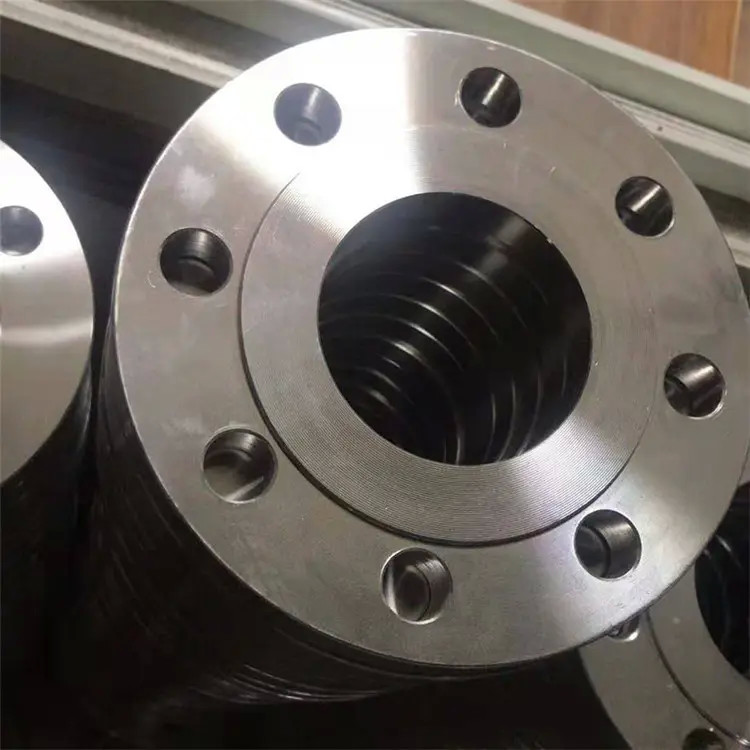
Tiêu chuẩn EN 1092-1 Tiêu chuẩn B D F và G Thiết lập dễ dàng cho ống







Liên hệ với tôi để lấy mẫu miễn phí và phiếu giảm giá.
WhatsApp:0086 18588475571
wechat: 0086 18588475571
Skype: sales10@aixton.com
Nếu bạn có bất kỳ mối quan tâm nào, chúng tôi cung cấp trợ giúp trực tuyến 24 giờ.
xThông tin chi tiết sản phẩm
| Vật liệu | Thép carbon | Tiêu chuẩn | EN1092-1 |
|---|---|---|---|
| Kiểu | Miếng đệm mù | mặt bích thép | mặt bích thép rèn |
| Điểm nổi bật | EN 1092-1 Phân loại đối diện,Phân loại đối diện cho đường ống |
||
Mô tả sản phẩm
![]()
Lưu ý 1: Đối với các mặt mặt loại B, D, F và G, khoảng chuyển tiếp từ mép của mặt nâng sang mặt bích phải là bán kính,
hoặc vát mép theo sự lựa chọn của nhà sản xuất mặt bích.
Lưu ý 2: B1 và B2 là mặt nâng (loại B) cho các ứng dụng khác nhau.
Đối với các mặt bích và vòng đệm (trừ loại 33, 36 và 37) có mặt mặt loại A, B1, E và F, phải quay
được thực hiện bằng dụng cụ có mũi tròn theo Bảng dưới đây.
Bề mặt hoàn thiện cho các mặt nối
Đối mặt với các loại
gia công
Bán kính mũi dụng cụ
mm
Raa
mm
Rza
mm
Tối thiểu.Tối thiểu.Tối đa.Tối thiểu.Tối đa.
A, B1 b, E, F Quay c 1,0 3,2 12,5 12,5 50
B2 b, C, D, G, H Tiện c - 0,8 3,2 3,2 12,5
Đối với một số ứng dụng nhất định, ví dụ như khí nhiệt độ thấp, có thể cần phải quy định việc kiểm soát chặt chẽ hơn trên bề mặt
hoàn thành.
a} Ra và Rz được định nghĩa trong EN ISO 4287.
b) Loại B1 và B2 là mặt bích có mặt nâng (loại B) có giá trị độ nhám bề mặt được quy định khác nhau.
B1 : Mặt tiêu chuẩn cho tất cả các số PN.
B2 : Chỉ khi có sự đồng ý giữa người mua và nhà sản xuất mặt bích.
c) Thuật ngữ 'quay' bao gồm bất kỳ phương pháp vận hành máy nào tạo ra các răng cưa đồng tâm hoặc có răng cưa.
các rãnh xoắn ốc.
Mặt bích loại 05 đến PN 40 và vòng đệm (trừ loại 33, 36 và 37) phải có mặt mặt loại A, mặt bích khác
mặt bích phải có mặt mặt loại B1;trừ khi tấm ốp mặt loại B2 được thỏa thuận giữa người mua và nhà cung cấp
Độ dày của tường và sự chuẩn bị cuối cùng EN 1092-1
Chuẩn bị đầu hàn cho mặt bích loại 11 và 34
Trừ khi có quy định khác, đối với các mặt bích phù hợp với Tiêu chuẩn Châu Âu này, các mối nối đầu hàn
được cho trong A1 đến A3 sẽ được sử dụng.Các loại đầu hàn bổ sung được quy định trong EN ISO 9692-2 và ví dụ
thiết kế trong EN 1708-1 và có thể được sử dụng theo thỏa thuận giữa bộ phận hoặc thiết bị chịu áp lực
nhà sản xuất và nhà sản xuất mặt bích.
● Độ dày thành S ≦ 3 mm: Mặt bích/cổ áo có thể được cung cấp với các đầu cắt vuông.
● Độ dày thành 3 < S < 22: Các đầu vát một góc 30° +5°
−0 và mặt đáy là (1,6 ± 0,8) mm.
● Nếu độ dày thành mặt bích (S) > độ dày thành ống (T), đường kính trong phải được vát một góc
15°+5°
−0 để khớp (xem A3).
Sản phẩm khuyến cáo